Home
Das neue Benchtop Wasseraktivitätsmessgerät
Entdecken Sie die Zukunft der Produktsicherheit und Produktqualität mit dem neuen aWLife

Spitzentechnologie
Dank der bewährten Taupunktsensortechnologie gewährleistet das neue Wasseraktivitätsmessgerät präzise und zuverlässige aw-Messungen. Die Lösung für die Verbesserung der Produkthaltbarkeit.
Vielseitigkeit
Ideal für eine Vielzahl von Branchen wie Untersuchungen von Lebensmittel, Kosmetika, Pharmazeutika und Tiernahrung. Das neue aWLife passt sich perfekt an die Bedürfnisse jedes Labors an.
Verlässlichkeit
Jede einzelne Qualitätskomponente von aWLife ist so konzipiert, dass sie über einen langen Zeitraum eine gleichbleibende Leistung und genaue Ergebnisse erbringt.
Wirtschaftlichkeit
Das aWLife überzeugt durch das optimale Preis-Leistungsverhältnis.
Vorteile von aWLife
– Präzision: Genaue Messungen der Wasseraktivität, unerlässlich für die Bestimmung der Haltbarkeit und die Gewährleistung der Produktsicherheit.
– Geräuscharm: Mit dem neuen Lüftungssystem konnte der Geräuschpegel gegenüber dem Vorgängermodell nochmals hörbar reduziert werden.
– Typische Messdauer: < 5 Minuten
– Einfache Bedienung: Die benutzerfreundliche Oberfläche macht die Analyse auch für Nicht-Experten einfach und zugänglich.
– Vielseitiges Zubehör: Zertifizierte Kalibrierstandards. Kontrollthermometer zur Überprüfung der Messkammer-Temperatur, Reinigungskits für die Messkammer, Barcode-Lesegerät und Drucker.
– Unterstützung und Hilfe: Gerber Instruments bietet einen exzellenten Kundenservice und stellt mit seinem technischen Support sicher, dass das Gerät immer die bestmögliche Leistung erbringt.
Gerber Instruments AG
Im Langhag 12
8307 Effretikon
Telefon 052 343 37 37
Fax 052 343 30 70
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Methanolbestimmung im Taschenformat mit der Messqualität eines GCs (Gas-Chromatograph)
ALIVION Spark M-20 und Spark M-30 sind die ideale Lösung für die Bestimmung von Methanol während des Produktionsprozesses oder im Endprodukt. Zahlreiche Validierungsberichte von nationalen und internationalen Behörden und Instituten belegen die Zuverlässigkeit der Messgenauigkeit.
Applikationen Spark M-20: Mobile Methanolkontrolle für höchste Sicherheit beim Brennen
Zur Bestimmung der Methanolkonzentration in Spirituosen wie beispielsweise Brandy, Obstbrände, Tequila, Whisky, Rum, Wodka, Baileys, Sake und andere mehr.
– Detektionslimite: 0.01 vol % oder 20 mg/hl
– Analysendauer: < 2 Min.
– Einfache Methanolmessung vor Ort zur sofortigen Qualitätskontrolle
– Einsetzbar beim Brennen im Keller oder draussen dank automatischer Temperaturkorrektur
– Obstbrände, Grappa, Whisky, Calvados, Rum, Brandy, Cognac, Sherry …
– Mehrsprachige Menüführung
– Speichert 1000 Messergebnisse (Exportfunktion zum PC)
– Funktionskontrolle durch Selbstkalibration
– Regelmässige Überprüfung Ihres Lagers und angelieferter Ware für maximale Rückverfolgbarkeit


Swiss Technology Award
Alkoholische Getränke und Handdesinfektionsmittel, die mit giftigem Methanol verunreinigt sind, führen jedes Jahr zur Erblindung und sogar zum Tod von Tausenden von Menschen. Dank ALIVIONs bahnbrechenden Entwicklungen in der Nanotechnologie konnte ein Methanol-Detektor im Taschenformat entwickelt werden, der es Verbrauchern, Brennern, Gesundheitsexperten und der Polizei ermöglicht, in wenigen Minuten zu überprüfen, ob Getränke oder Desinfektionsmittel sicher sind. ALIVION ist ein Spin-off-Unternehmen der ETH Zürich, das «schnüffelnde» Elektronik für Anwendungen in den Bereichen Medizin, Umwelt und Lebensmittelsicherheit entwickelt.

Applikationen Spark M-30:
Überwachung der Dimethyldicarbonat-Dosierung*, welche für die mikrobiologische Stabilität der Getränke, wie Saftschorle, Eistee, aromatisiertes Wasser, Sport- oder Energiegetränke, Wein/alkoholfreier Wein, Bier- und Weincocktails, Apfelwein, Hard Seltzer, verwendet wird.
– Detektionslimite: 1 ppm
– Analysendauer: < 5 Min.
Die Messung erfolgt ohne Probenvorbereitung.

* Dimethyldicarbonat-Beigabe (DMDC) ist in der EU als Lebensmittelzusatzstoff unter der Nummer E 242 zugelassen.
Gerber Instruments AG
Im Langhag 12
8307 Effretikon
Telefon 052 343 37 37
Fax 052 343 30 70
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Durch digitale Services Wartungskosten sparen
Emsland Frischgeflügel GmbH
70 Prozent Wartungskosten einsparen und 30 Prozent Förderung erhalten: Wie dies der Emsland Frischgeflügel GmbH mit ihrem neuen Vakuumsystem von Busch Vacuum Solutions gelingt und weshalb ihre Techniker nun auch an den Wochenenden wieder ruhig schlafen können.
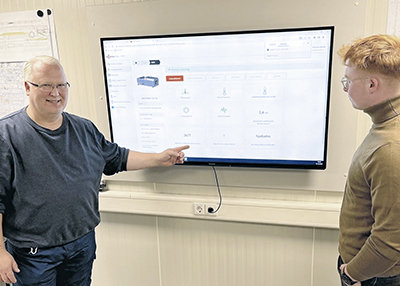
Auf dem grossen Bildschirm in seinem Büro hat Johannes Kohne, Technischer Leiter, die Leistungsdaten aller Vakuumpumpen im Blick. Foto: Emsland Frischgeflügel.
Aufmerksam blicken Johannes Kohne und sein Kollege auf den grossen Bildschirm in seinem Büro. Zu sehen sind sämtliche Vakuumpumpen mit ihren aktuellen Leistungsdaten. «Alles im grünen Bereich», freut sich der Technische Leiter von Emsland Frischgeflügel. Und auch alle 60 Techniker des Unternehmens haben sämtliche Pumpendaten in Echtzeit auf ihren Tablets.
So sind sie stets über den Zustand der Anlage auf dem Laufenden und können gezielt eingreifen, sollte doch einmal etwas nicht ganz rund laufen. Ein paar Räume weiter stehen die 36 MINK Vakuumpumpen von Busch Vacuum Solutions und schnurren vor sich hin. Zuverlässig versorgen sie das Transportsystem des Standorts mit Vakuum. Damit Schlachtabfälle und verzehrfertige Produkte sicher, effizient und hygienisch durch pneumatische Saugförderung von A nach B gelangen.
Qualität von Anfang an
«Wir schmeissen nichts weg, alles wird verarbeitet – für uns Menschen oder als hochwertiges Tierfutter», betont Kohne. Der bedingungslose Qualitätsanspruch gilt im ganzen Unternehmen: bei der Vakuumversorgung, beim Tierwohl, bei den Produkten, bei den Arbeitsbedingungen.
Deshalb hat man bei Emsland Frischgeflügel die gesamte Prozesskette im Blick – vom Futter bis zur Fleischverarbeitung. Neben drei Mischfutterwerken gehören eine Brüterei sowie zwei Hähnchenschlacht- und -zerlegebetriebe zur Rothkötter Unternehmensgruppe, für die Franz Rothkötter 1959 mit dem Mischfutterwerk den Grundstein gelegt hat. 2003 wurde der Produktionsbetrieb in Haren im Emsland von Franz-Josef Rothkötter erbaut.
Rund 2500 Beschäftigte verarbeiten hier Hähnchenteile vom Flügel bis zum Filet für den Lebensmitteleinzelhandel und die industrielle Weiterverarbeitung in verschiedenen Gewichts- und Verpackungseinheiten.

Emsland Frischgeflügel verarbeitet Hähnchenteile vom Flügel bis zum Filet für den Lebensmitteleinzelhandel und die industrielle Weiterverarbeitung. Foto: Emsland Frischgeflügel.
Gefördert durch Bundesregierung
Anfang 2022 hat Kohne die alte Vakuumanlage mit ölgeschmierten Drehschieber-Vakuumpumpen gegen die neuen MINKs austauschen lassen. Die Vorteile der Klauenvakuumpumpen von Busch liegen für ihn auf der Hand: Durch ihr trockenes Funktionsprinzip kommen sie ohne Betriebsflüssigkeiten im Verdichtungsraum aus und arbeiten annähernd wartungsfrei. «Wir haben nicht nur unglaublich viel Betreuungszeit eingespart, sondern auch 70 Prozent der Wartungskosten», rechnet Kohne vor. «Fachkräfte, die stundenlang Pumpen putzen und am Wochenende Öl wechseln müssen – all das gehört nun endlich der Vergangenheit an!»
Ausserdem können dank der modernen IE4-Motoren, mit denen die MINKs angetrieben werden, in einem Jahr 274 500 kWh Energie eingespart werden. 30 Prozent der Anschaffungskosten erhielt Emsland Frischgeflügel dafür vom Bundesamt für Wirtschaft und Ausfuhrkontrolle (BAFA) zurück, das die Umrüstung auf moderne, energieeffiziente Technologien in Deutschland fördert. Bei der Antragstellung waren die Experten von Busch behilflich.

Ein Vakuumsystem von Busch Vacuum Solutions versorgt das Transportsystem der Emsland Frischgeflügel GmbH mit dem benötigten Vakuum. Foto: Busch Vacuum Solutions.
Zuverlässig und ausfallsicher
Zuverlässigkeit und Ausfallsicherheit sind für Emsland Frischgeflügel absolut entscheidend, da andernfalls die Produktion zum Erliegen kommt und im schlimmsten Fall Nahrungsmittel verderben. An den Verarbeitungslinien fallen alle abgeschnittenen Hähnchenteile durch Sammeltrichter in spezielle Behälter. Ein Kugelventil öffnet sich alle sechs Minuten, und der Inhalt wird abgesaugt. Das benötigte Vakuum zur Absaugung, zum Transport und für den Reinigungsprozess am Ende der Produktionsschicht liefern die MINK Klauen-Vakuumpumpen von Busch.
Anhand der Daten, die sie permanent in die Cloud senden, sollen Normzyklen ermittelt werden, die später zum Abgleich mit dem tatsächlichen Druckverlauf herangezogen werden, um Abweichungen frühzeitig erkennen und vorausschauend gegensteuern zu können. «Wir wollen die Probleme beheben, bevor sie tatsächlich entstehen», erläutert Kohne.
Busch AG
Waldweg 22
4312 Magden
Telefon 061 845 90 90
Fax 061 84590 99
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Modernisierung der Conchier-Anlagen und Realisierung einer CE-Gesamtkonformität bei Max Felchlin AG
Die Max Felchlin AG, der Premium-Schokoladen-Hersteller, erneuerte mehrere Conchen älteren Semesters. Autexis wurde als langjähriger vertrauter Partner mit der Automatisierung beauftragt. Speziell an diesem Projekt war, dass sich Autexis um die gesamte Abwicklung der CE-Zertifizierung kümmerte.

Felchlin stellt sich vor
Felchlin steht für hohe Schokoladen-Produktequalität. Ein hochentwickeltes Marktleistungskonzept, das weit über die Lieferung von Produkten hinausreicht, sorgt für dauerhafte Erfolge, gemeinsam mit den Kunden. Geschäftssitz und Produktion befinden sich an zentraler Lage in Schwyz, im Herzen der Schweiz, mitten in Europa. Mit rund 140 Mitarbeitern wird ein Jahresumsatz von rund 50 Millionen Schweizer Franken erreicht, wovon etwa die Hälfte im Export erzielt wird.
Das Konzept und die Lösung
Fünf Conchier-Anlagen aus den Sechzigerjahren automatisieren, ein Anlagenübergreifendes Prozessleitsystem installieren und eine CE-Gesamtkonformität erreichen, lautete die herausfordernde Aufgabe. Das erforderte zuerst eine Risikobeurteilung der Anlage – eine Aufgabe, die in der Regel vom Anlagen-/Maschinenhersteller übernommen wird. «Aus der Praxis für die Praxis» lautet das Credo von Autexis. Bei einem Besuch vor Ort wurden die Anlagen gemeinsam mit Kundenvertretern aus Technik und Bedienpersonal besichtigt. Baugruppen wurden analysiert; die Bedienung und mögliche Risiken wurden besprochen und beurteilt. Daraus resultierten sinnvolle Massnahmen zur Erhöhung der Sicherheit, die sich einfach umsetzen liessen und welche durch die gemeinsame partnerschaftliche Erarbeitung eine hohe Akzeptanz erhielten.
Die fünf Conchen aus den Sechzigerjahren wurden je mit einer S7-1500-Steuerung modernisiert. Ein neues Anlagenübergreifendes Leitsystem wurde zur Bedienung und Überwachung der Prozesse eingesetzt. Das Leitsystem basiert auf WinCC, entsprechend zu bereits bestehenden Produktionsanlagen, welche ebenfalls durch Autexis mit WinCC umgesetzt wurden.
Kundennutzen
Autexis ist langjähriger Partner der Max Felchlin AG. Unsere Handschrift ist kundenseitig bekannt und wird geschätzt. Durch die Modernisierung der Steuerung kann nun effizient, sicher und mit höherer Verfügbarkeit produziert werden. Damit lassen sich Produktionsaufträge mit individuellen Rezepturen effizient realisieren. Dies erhöht die Kundenzufriedenheit und bewahrt die Anlagenführer vor zusätzlichem Aufwand.
AUTEXIS
Durisolstrasse 6
5612 Villmergen
| Telefon | 056 619 11 11 |
| Fax | 056 619 11 33 |
https://www.autexis.com